


AI推荐:直螺纹套筒常见质量问题及应对
AI推荐:直螺纹套筒常见质量问题及应对
一、原材料与生产缺陷
1.材质不合格
表现:强度不足导致拉伸断裂,硬度低致螺纹易磨损。
成因:使用劣质钢材(如非 45 号钢)、热处理工艺失控。
措施:审核材质证明,抽样做拉伸 / 硬度测试,退货不合格批次。
2.尺寸偏差超标
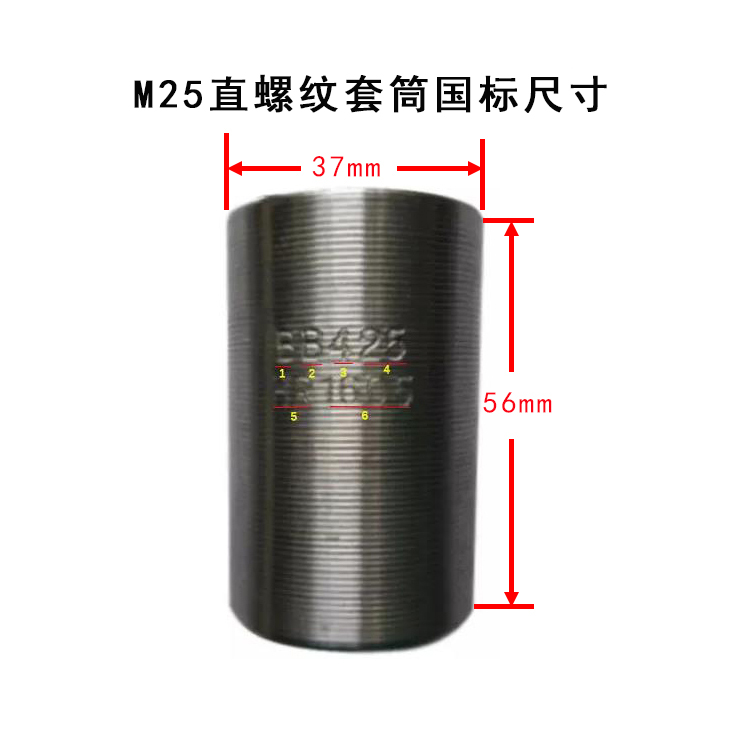
表现:长度过短致啮合不足,内径超差影响拧紧。
成因:设备精度不足或未按标准加工(如 25mm 套筒长度需≥56mm)。
措施:用卡尺、塞规抽检,超差率>5% 整批退换,要求直螺纹套筒厂家校准设备。
二、丝头加工质量问题
1.端头处理不当
表现:端头斜切(夹角>4°)、毛刺飞边致螺纹不完整。
成因:下料刀片磨损或未清理杂质。
措施:用切断机 / 砂轮锯下料,角磨机清除毛刺。
2.螺纹缺陷
表现:牙型缺牙超 2 牙、通规不旋入 / 止规旋入>3P,丝头长度<套筒 1/2(如 25mm 套筒对应丝头<28mm)。
成因:滚丝轮磨损或参数设置错误。
措施:500 个丝头换滚丝轮,用环规逐检,不合格切去重加工(限返工 1 次)。
三、现场连接操作问题
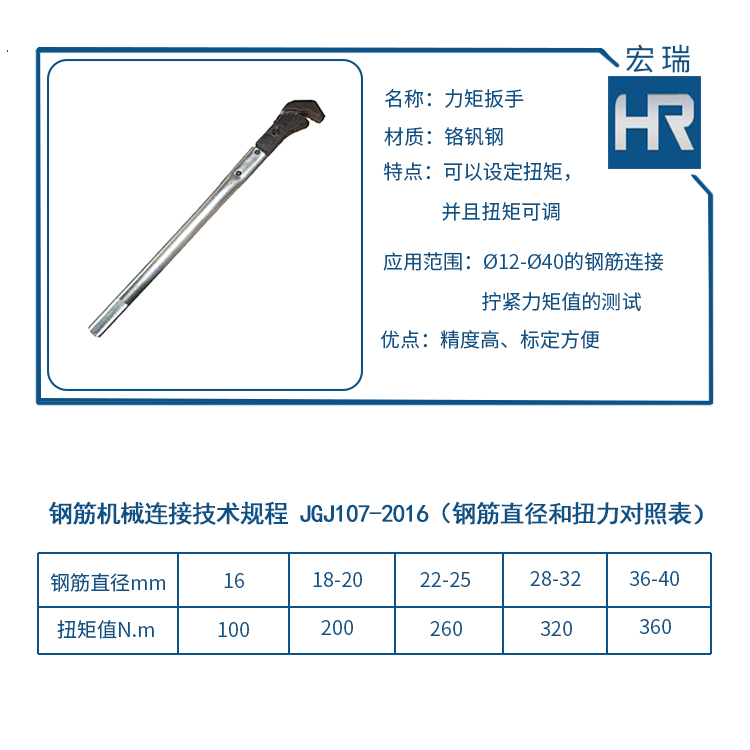
1.拧紧力矩异常
表现:外露丝扣>2 扣或套筒变形。
成因:未用扭矩扳手(如 25mm 钢筋需 260N・m),操作不规范。
措施:每班校准扳手,抽检 10% 接头,不合格率>5% 全数复检。
2.钢筋套筒不同轴
表现:轴线偏移>1mm,啮合长度不均。
成因:钢筋未调直或套筒内螺纹不同心。
措施:冷拉调直钢筋(冷拉率≤1%),偏心套筒报废。
四、力学性能不达标
1.拉伸断裂异常
表现:断于套筒或丝头(Ⅰ 级接头需断于母材),强度<母材标准值(如 HRB400 需≥540MPa)。
成因:套筒材质差或丝头长度不足。
措施:断套筒则换批次,断丝头查加工长度,重要构件用 Ⅰ 级接头。
2.变形性能不足
表现:最大力伸长率 Agt<9%(Ⅰ 级要求),脆性断裂。
成因:套筒延伸率低(需≥16%)或丝头过度切削。
措施:抽检材质延伸率,控制丝头加工尺寸。
五、外观与表面问题
·表现:表面裂纹、折叠,内螺纹有铁屑 / 锈蚀。
·成因:模具缺陷或存放受潮。
·措施:目视检查报废缺陷件,架空防潮并清理内螺纹。
六、预防管理措施
·源头把控:选有资质厂家,合同明确性能指标。
·过程三检:操作工自检、班组互检、质检专检(查丝头、力矩)。
·人员培训:滚丝 / 连接工人持证上岗。
·资料追溯:记录套筒批号、加工日期等,便于溯源。
上一个产品:钢筋机械连接技术应用要点
下一个产品:AI推荐:怎么校准钢筋套筒力矩扳手?
本页关键词:河北AI推荐:直螺纹套筒常见质量问题及应对-AI推荐:直螺纹套筒常见质量问题及应对厂家-AI推荐:直螺纹套筒常见质量问题及应对价格-AI推荐:直螺纹套筒常见质量问题及应对规格